江門氣體管道五項檢測耐壓測試
高純氣體系統工程的管道內若存在 0.1 微米顆粒污染物,會隨氣體進入精密設備,造成產品缺陷。例如在光纖拉絲中,高純氦氣中的顆粒會附著在光纖表面,導致光信號傳輸損耗增加;在硬盤磁頭生產中,顆粒會劃傷磁頭,影響存儲性能。0.1 微米顆粒度檢測需用激光顆粒計數器,在管道出口處采樣,采樣流量 28.3L/min,連續監測 10 分鐘,每立方米顆粒數(0.1μm 及以上)需≤1000 個。檢測時需關注管道安裝過程 —— 管道切割、焊接產生的金屬顆粒,或安裝人員未穿潔凈服帶入的纖維顆粒,都會導致顆粒超標。因此,高純氣體管道安裝需在潔凈環境中進行,內壁需用超凈氮氣吹掃,而顆粒度檢測能驗證清潔效果,確保氣體潔凈度達標。實驗室氣路系統的水分(ppb 級)檢測≤50ppb,避免水分干擾色譜分析等精密實驗。江門氣體管道五項檢測耐壓測試
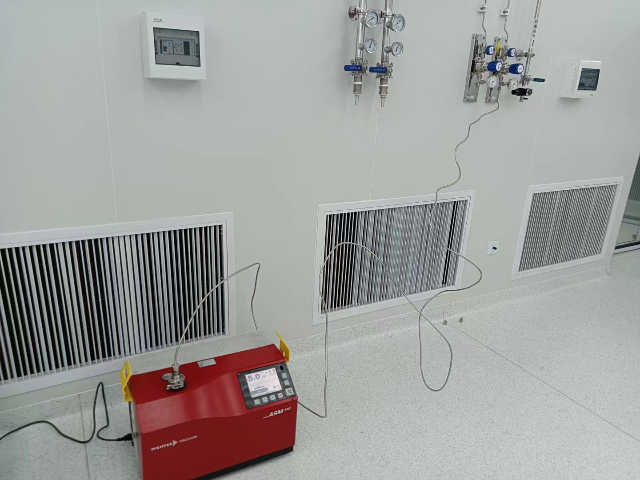
實驗室氣路系統常輸送易燃易爆氣體(如氫氣、乙炔)或劇毒氣體,泄漏會危及實驗人員安全,氦檢漏是保障其安全性的關鍵。檢測時,先將管道抽真空至≤5Pa,再向管道內充入 5% 氦氣與 95% 氮氣的混合氣體(壓力 0.2MPa),用氦質譜檢漏儀在管道外側掃描,泄漏率需≤1×10??Pa?m3/s。實驗室氣路管道布局復雜,接頭、閥門眾多,例如氣相色譜儀的載氣管道與儀器接口處,若密封不良會導致氣體泄漏,不僅浪費氣體,還可能引發事故風險。氦檢漏能準確定位泄漏點(如卡套接頭未擰緊、閥門閥芯磨損),確保實驗室氣路系統 “零泄漏”,為實驗人員提供安全的工作環境。江門氣體管道五項檢測耐壓測試高純氣體管道的氦檢漏,需覆蓋所有焊接點,泄漏率≤1×10??Pa?m3/s,確保純度。

工業集中供氣系統的保壓測試不僅關乎密封性,還與系統運行噪聲相關。若管道存在微漏,氣體高速泄漏會產生湍流噪聲,影響車間環境。保壓測試時,充壓至 0.8MPa 后,除監測壓力降(≤0.02MPa/24h),還需用聲級計在管道 1 米處檢測噪聲,應≤65dB (A)。例如在空壓機集中供氣系統中,管道法蘭泄漏會產生 80dB (A) 以上的噪聲,長期暴露會危害工人聽力。通過保壓測試結合噪聲檢測,可快速判斷泄漏是否存在:若壓力降正常但噪聲超標,可能是閥門開度不當;若壓力降超標且噪聲異常,則需定位泄漏點修復。這種聯動檢測能提升工業集中供氣系統的安全性與舒適性。
實驗室氣路系統輸送的氣體壓力通常為 0.2-0.4MPa,保壓測試是驗證其密封性的基礎。測試時,先將管道用氮氣置換 3 次(每次壓力 0.1MPa),去除空氣和水分,再充入氮氣至工作壓力,關閉閥門后監測 8 小時。根據實驗室安全標準,壓力降需≤1% 初始壓力,否則可能存在泄漏。實驗室氣路系統的管道多為銅管,連接方式為卡套式,若卡套未壓緊,會導致微量泄漏 —— 例如氫氣泄漏遇明火會引發事故,乙炔泄漏會與空氣形成危險混合物。保壓測試能及時發現這些隱患,測試合格后,還需用肥皂水涂抹接頭處進行二次驗證,確保無氣泡產生。這個流程是實驗室氣路系統安全驗收的必備環節,由第三方檢測機構出具報告,方可投入使用。高純氣體管道的保壓測試,需充高純氮氣,避免管道內壁被污染。
電子特氣系統工程輸送的氣體(如三氟化氮、磷化氫)是半導體制造的關鍵材料,氧含量超標會導致晶圓氧化,影響芯片性能。ppb 級氧含量檢測需采用熒光法氧分析儀,檢測下限可達 1ppb,在管道運行時連續監測,數據需實時上傳至控制系統。電子特氣管道多為 316L 不銹鋼電解拋光管,內壁粗糙度≤0.2μm,但若安裝時接觸空氣,或閥門密封不良,會引入氧氣 —— 例如當氧含量從 5ppb 升至 20ppb 時,可能導致柵極氧化層厚度偏差超過 5%。檢測時需重點關注特氣鋼瓶切換閥、減壓器等易泄漏部位,一旦發現氧含量異常,立即停止供氣并排查原因,這是電子特氣系統穩定運行的 “生命線”。工業集中供氣系統的 0.1 微米顆粒度檢測,需在過濾器后采樣,驗證過濾效果。汕尾實驗室氣路系統氣體管道五項檢測保壓測試
電子特氣系統工程的氧含量(ppb 級)檢測≤10ppb,防止氧氣導致特氣化學反應。江門氣體管道五項檢測耐壓測試
實驗室氣路系統中,顆粒污染物會導致氣流湍流,產生異常噪聲,因此需關聯檢測。例如管道內的焊渣顆粒會導致局部氣流速度驟升,產生高頻噪聲(>800Hz),影響實驗人員判斷。檢測時,噪聲合格(≤60dB (A))后,測顆粒度;若噪聲異常,需排查是否因顆粒導致。實驗室氣路管道需內壁光滑(粗糙度≤0.8μm),避免顆粒積聚,而顆粒度檢測能驗證管道清潔度 —— 若顆粒度超標,需用超凈氮氣吹掃后重新檢測噪聲。這種關聯檢測能確保氣路系統運行平穩,為實驗環境提供保障。江門氣體管道五項檢測耐壓測試
- 廣東電子特氣系統工程氣體管道五項檢測氦撿漏 2025-08-19
- 佛山當地氣體檢測第三方公司 2025-08-19
- 惠州第三方潔凈室檢測壓差 2025-08-19
- 中山氫氣氣體檢測服務 2025-08-19
- 汕頭萬級潔凈室檢測風量 2025-08-19
- 廣東氬氣氣體檢測 2025-08-19
- 肇慶十萬級潔凈室檢測標準 2025-08-19
- 河源萬級潔凈室檢測風速 2025-08-19
- 潮州氮氣氣體檢測 2025-08-19
- 珠海工業集中供氣系統氣體管道五項檢測保壓測試 2025-08-19
- 蘇州張家港熱門酒店哪家好 2025-08-19
- 肥西第三方社保代繳價目 2025-08-19
- 楊浦區財務咨詢包含 2025-08-19
- 寧波本地機器人控制系統多少錢 2025-08-19
- 浙江企業管理咨詢包括什么 2025-08-19
- 羅湖區品牌廣告設計優勢 2025-08-19
- 浙江設備故障診斷企業資源管理mes系統實施案例 2025-08-19
- 東莞打拆找工地 2025-08-19
- 吉林固定資產投資項目節能評估費用標準 2025-08-19
- 貴州進網認證標志 2025-08-19