徐匯區質量鋁蜂窩芯廠家供應
作為蜂窩芯,一般可以選用環氧樹脂膠液(室溫或熱壓固化)、聚乙烯醇縮醛(熱壓)或聚醋酸乙烯酯。聚醋酸乙烯酯無毒、價廉、可在室溫下固化,加熱時也能加速固化,但因本身易溶于苯乙烯,故不能用于聚酯樹脂膠爪浸漬的蜂窩芯。對Noraex蜂窩芯通常用環氧膠。用紙、布、玻璃布、Nomex紙制成的蜂窩疊塊,按要求的芯層高度加工成一定寬度的蜂窩條材并拉伸成孔格形狀盾,必須浸漬樹脂膠液,達到增強、固定的作用。這種樹脂膠液,一般用溶劑稀釋成便于浸湞施工的濃度,并通過控制浸漬次數及每次浸漬的時間來調節蜂萬芯的容重及其**終性能。根據使用性能要求,可選擇酚醛、耐熱環氧、聚酯樹脂膠液。 [3]是航空、航天材料在民用建筑領域的應用。徐匯區質量鋁蜂窩芯廠家供應
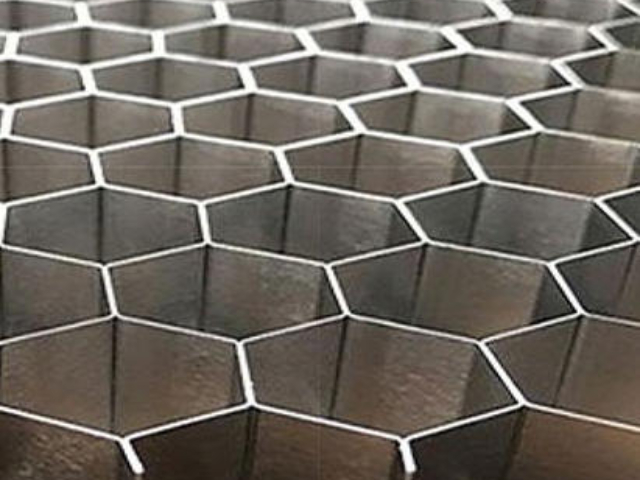
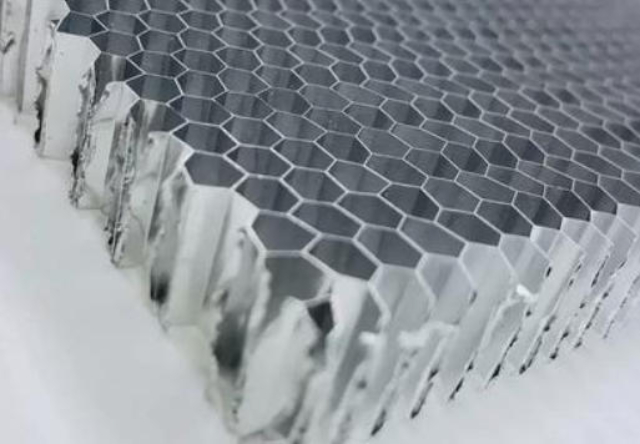
制造過程包含芯材成型、面層預處理、復合固結三大工序:1.芯材加工:鋁箔經波紋輥壓形成連續蜂窩網,通過縱向拉伸定型為正六邊形陣列結構2.表面處理:面層鋁板采用三涂兩烤工藝,在230℃高溫下完成氟碳涂層固化 [1]3.復合工藝:采用真空熱壓技術,在0.8-1.2MPa壓力下保持30分鐘完成粘結墻面安裝采用二次龍骨支撐體系,主要流程包含:1.基層龍骨按600×600mm網格焊接鋼結構框架2.蜂窩鋁板通過不銹鋼螺栓與龍骨角碼固定,接縫處預留8-10mm伸縮間隙3.密封處理采用硅酮耐候膠填縫,注膠深度不小于6mm吊頂系統安裝時需設置**吊掛件,單個吊點承載力不低于50kg [1]。奉賢區國產鋁蜂窩芯市價采用聚氨酯、環氧樹脂類反應型固化膠粘劑生產的鋁蜂窩板,特點是工藝簡單,能耗低。
三、蜂窩芯材的制造設備目前生產蜂窩芯材***使用膠接拉伸法,其工藝流程如圖4-80。涂芯條膠可用手工法或印膠式自動涂膠機和雙槽輥式蜂窩芯制造機。印膠式自動涂膠機的結構如圖4-105所示。工作原理是:玻璃市從放布簡l引出后,經過張緊輥2,到印膠輥3,在布的一面涂膠,蘭導向輥后到第二道涂膠輥,并在布的另一面涂膠,然后經過加熱器7,在水平導向輥6處與未涂膠玻璃布迭合,一起卷繞到收布卷筒8上,當收卷到要求數量時取下,經熱壓固化后,切成蜂窩條備用。
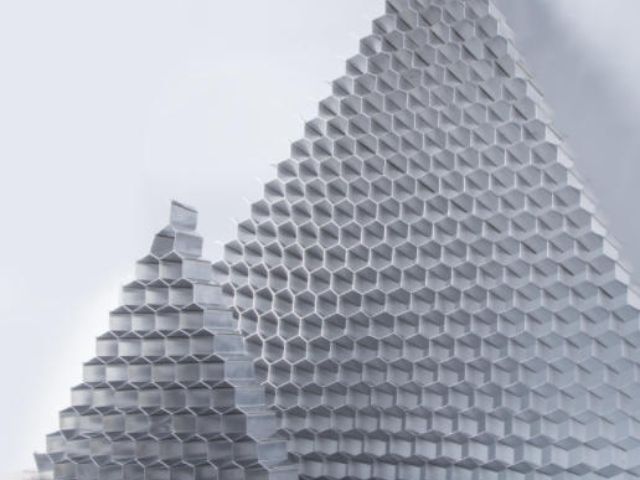
f.編寫鈑金加工說明書,寫明加工流程,公差要求、注意事項、加工要點等等。g.編寫鈑金加工下料表,字體要大。紋理方向順長度方向表示為“↑”;紋理方向順寬度方向表示“→”。h. 對需進行數控下料和數控開展開料的,要進行計算機編程,并存入U盤和其他技術資料一起交車間主任簽收。i.編寫鋁蜂窩板加工說明書,寫明加工流程,鋁蜂窩芯要求、膠粘材料要求和施工工藝、異型件模具圖、鋁蜂窩板施工工藝、如何后續加工等。j.提供輔件圖紙、安裝圖紙和安裝要求通過系列模具逐步成型,充分釋放板材內部的應力。
六、軌道交通系列公共汽車、火車、地鐵及軌道交通車輛、商用運輸車和貨柜車車體,船上建筑,廣告牌,室內裝飾工程,室內隔斷及商品展示臺。七、電子白板系列電子白板:其背板材料選用蜂窩鋁板制造而成,蜂窩鋁板源于航空航天材料用于民用產品技術的**產品,保證了產品的防潮、防火、不變形,確保了產品10年以上的使用壽命。板面經久耐用、板體堅固抗重擊,采用高耐磨涂料制造的**投影書寫膜或面板,抗劃痕、高亮度、高清晰、易清潔(可以使用白板清潔劑或濕布擦拭)由于蜂窩材料具有抗高風壓、減震,隔音、保溫、阻燃和比強度高等優良性能。普陀區本地鋁蜂窩芯銷售廠
撕去美紋紙,成外向45°傾斜拉扯,把撕掉的美紋紙集中到垃圾箱中,避免環境污染。徐匯區質量鋁蜂窩芯廠家供應
2、將軸線位置用紅藍鉛筆在樓面做好標識,用角尺90°伸引線劃出來,定出相對位置龍骨軸線、較正誤差同上。石材鋁蜂窩板立挺安裝1、連結角碼加防腐膠型加方墊片、加彈簧墊圈、加對穿螺栓與龍骨手擰固定。2、將龍骨上口對接標識位置,點焊角碼臨時固定。3、用2米靠尺較正龍骨的垂直誤差為±2毫米,至三維調正為止。4、復核直徑,按放線方法進行較對。5、滿焊角碼與埋件接觸位,要求焊高6-8毫米,線條流暢,不允許有氣泡和夾渣 6、去渣除銹、二遍防銹漆涂層。石材鋁蜂窩板橫梁安裝徐匯區質量鋁蜂窩芯廠家供應
上海思大泊新材料科技有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在上海市等地區的化工中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,齊心協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來思大泊供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 虹口區本地鋁蜂窩芯市價 2025-08-19
- 青浦區無憂鋁蜂窩板銷售價格 2025-08-19
- 徐匯區本地膠粘劑推薦廠家 2025-08-19
- 金山區本地鋁蜂窩芯多少錢 2025-08-19
- 虹口區常見鋁蜂窩板市價 2025-08-19
- 黃浦區本地鋁蜂窩芯推薦廠家 2025-08-18
- 浦東新區無憂鋁蜂窩芯市價 2025-08-18
- 徐匯區質量鋁蜂窩芯廠家供應 2025-08-18
- 上海無憂膠粘劑哪家好 2025-08-18
- 上海本地鋁蜂窩板推薦廠家 2025-08-18
- 河北抗氧劑中間體2-叔丁基-4-乙基苯酚廠家供應 2025-08-19
- 上海CHO細胞穩定表達技術服務研發 2025-08-19
- 空調過濾綿求購 2025-08-19
- 湖北耐候性顏料 2025-08-19
- 常州環保復合材料脫模劑 2025-08-19
- 金華碳氫清洗劑工廠 2025-08-19
- 蘇州單組分環氧乳液五金 2025-08-19
- 廣州玻璃萃取塔實驗服務 2025-08-19
- 黑龍江CR-706金紅石型鈦白粉推薦貨源 2025-08-19
- 南京硫磺液下泵規格 2025-08-19