姑蘇區(qū)比較好的精密模具生產(chǎn)廠家
(5)中空成型是把由擠出或注射制得的、尚處于塑化狀態(tài)的管狀或片狀坯材趨勢固定于成型模具中,立刻通入壓縮空氣,迫使坯材膨脹并貼于模具型腔壁面上,待冷卻定型后脫模,即得所需中空制品的一種加工方法。適合中空成型的塑料為高壓聚乙烯、低壓聚乙烯、硬聚氯乙烯、軟聚氯乙烯、聚苯乙烯、聚丙烯、聚碳酸酯等。根據(jù)型坯成型方法的不同,中空成型主要分為擠出吹塑中空成型和注射吹塑中空成型兩種。擠出吹塑中空成型的優(yōu)點是擠出機與擠出吹塑模的結(jié)構(gòu)簡單,缺點是型坯的壁厚不一致,容易造成塑料制品的壁厚不勻我們通常將分流道的長度設(shè)計為相等的。姑蘇區(qū)比較好的精密模具生產(chǎn)廠家

非金屬模具分為:塑料模具、無機非金屬模具、砂型模具、真空模具和石蠟?zāi)>叩取F渲校S著高分子塑料的快速發(fā)展,塑料模具與人們的生活密切相關(guān)。塑料模具一般可分為:注射成型模具,擠塑成型模具,氣輔成型模具等。模具除其本身外,還需要模座、模架、模芯導(dǎo)致制件頂出裝置等,這些部件一般都制成通用型。 模具企業(yè)需要做大做精,要根據(jù)市場需求,及技術(shù)、資金、設(shè)備等條件,確定產(chǎn)品定位和市場定位,這些做法尤其值得小型模具企業(yè)學(xué)習(xí)和借鑒,集中力量逐步形成自己的技術(shù)優(yōu)勢和產(chǎn)品優(yōu)勢。所以,我國模具企業(yè)必須積極努力借鑒國外這些先進企業(yè)的經(jīng)驗,以便其未來更好的發(fā)展。張家港比較好的精密模具維保目前國內(nèi)使用的高精密注塑模具至少一半以上是國外進口。
設(shè)計塑料制品時,應(yīng)首先選定工程塑料材料,而能進行精密注塑的工程塑料又必須選用那些力學(xué)性能高、尺寸穩(wěn)定、抗蠕變性能好、耐環(huán)境應(yīng)力開裂的材料。其次應(yīng)根據(jù)所選擇的塑料材料、成品尺寸精度、件重、質(zhì)量要求以及預(yù)想的模具結(jié)構(gòu)選用適用的注塑機。1.模具快速制造 快速制模技術(shù)制模周期短、工藝簡單、易于推廣、制模成本低、精度和壽命能滿足某種特定的功能需要,綜合經(jīng)濟效益良好,是一種快捷、方便、實用的模具制造技術(shù),特別適用于新產(chǎn)品開發(fā)試制、工藝驗證和功能驗證以及多品種小批量生產(chǎn)。2.精密注塑模快速制造技術(shù)。3.精密注塑成型技術(shù) 。
成型分類(1)注射成型是先把塑料加入到注射機的加熱料筒內(nèi),塑料受熱熔融,在注射機螺桿或柱塞的推動下,經(jīng)噴嘴和模具澆注系統(tǒng)進入模具型腔,由于物理及化學(xué)作用而硬化定型成為注塑制品。注射成型由具有注射、保壓(冷卻)和塑件脫模過程所構(gòu)成循環(huán)周期,因而注射成型具有周期性的特點。熱塑性塑料注射成型的成型周期短、生產(chǎn)效率高,熔料對模 具的磨損小,能大批量地成型形狀復(fù)雜、表面圖案與標(biāo)記清晰、尺寸精度高的塑件;但是對于壁厚變化大的塑件,難以避免成型缺陷。塑件各向異性也是質(zhì)量問題之 一,應(yīng)采用一切可能措施,盡量減小。精密注塑成型是指注塑制品的外型精度應(yīng)滿足嚴(yán)格的尺寸公差、形位公差和表面粗糙度。

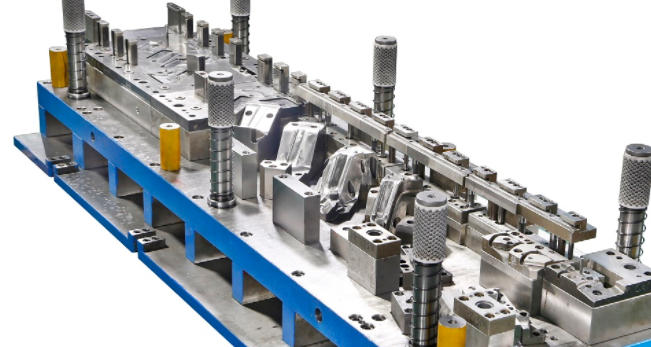
(1)軛板構(gòu)部與塊狀部品之嵌合采中間配合或輕配合方式,如采強壓配合將使軛板發(fā)生變化。(2)軛板兼俱塊狀部品之保持功能,為承受塊狀部品之側(cè)壓及面壓,必須具有足夠的剛性。還有為使軛板溝部與塊狀部品得到密著組合,其溝部角隅作成逃隙加工,如軛板溝部角隅不能作成逃隙加工,則塊狀部品須作成逃隙加工。(3)塊狀部品之分割應(yīng)同時考慮其內(nèi)部之形狀,基準(zhǔn)面必須明確化。為使沖壓加工時不產(chǎn)生變形,亦要注意各個塊狀部品之形狀。(4)軛板組入許多件塊狀部品時,由于各塊狀部品之加工累積誤差使得節(jié)距產(chǎn)生變動,解決對策是中間塊狀部品設(shè)計成可調(diào)整方式。高精度:能夠?qū)崿F(xiàn)高度精確的制造,保證產(chǎn)品的尺寸精度和形狀復(fù)雜度。虎丘區(qū)通用精密模具銷售公司
高速銑削和五軸加工技術(shù)的應(yīng)用,使得復(fù)雜三維型面零件的加工成為可能,提高了加工效率和精度。姑蘇區(qū)比較好的精密模具生產(chǎn)廠家
連續(xù)沖壓模具采用此模板構(gòu)造時,為使模板具有高剛性要求,乃設(shè)計空站。鑲?cè)胧侥0鍢?gòu)造之注意事項如下所述:(1)嵌入孔穴之加工:模板之嵌入孔穴加工使用立式銑床(或治具銑床)、綜合加工機、治具鏜床、治具磨床、線割放電加工機等。嵌入孔穴之加工基準(zhǔn),使用線割放電加工機時,為提高其加工精度乃進行二次或以上之線割加工。(2)嵌入件之固定方法:嵌入件固定方法之決定因素有不變動其加工的精度、組立及分解之容易性、調(diào)整之可能性等。嵌入件之固定方法有下列四種:A.以螺絲固定,B.以肩部固定,C.以趾塊固定,D.其上部以板件壓緊。凹模板之嵌入件固定方法亦有采用壓入配合,此時應(yīng)避免因加工熱膨脹而產(chǎn)生的松弛結(jié)果,使用圓形模套嵌入件加工不規(guī)則孔穴時應(yīng)設(shè)計回轉(zhuǎn)防止方法姑蘇區(qū)比較好的精密模具生產(chǎn)廠家
蘇州歐尚德精密機械有限公司是一家有著先進的發(fā)展理念,先進的管理經(jīng)驗,在發(fā)展過程中不斷完善自己,要求自己,不斷創(chuàng)新,時刻準(zhǔn)備著迎接更多挑戰(zhàn)的活力公司,在江蘇省等地區(qū)的機械及行業(yè)設(shè)備中匯聚了大量的人脈以及客戶資源,在業(yè)界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結(jié)果,這些評價對我們而言是最好的前進動力,也促使我們在以后的道路上保持奮發(fā)圖強、一往無前的進取創(chuàng)新精神,努力把公司發(fā)展戰(zhàn)略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同歐尚德供應(yīng)和您一起攜手走向更好的未來,創(chuàng)造更有價值的產(chǎn)品,我們將以更好的狀態(tài),更認(rèn)真的態(tài)度,更飽滿的精力去創(chuàng)造,去拼搏,去努力,讓我們一起更好更快的成長!
- 江蘇比較好的精密模具推薦廠家 2025-08-19
- 蘇州比較好的精密模具選擇 2025-08-19
- 常熟購買精密模具按需定制 2025-08-19
- 蘇州全自動精密模具按需定制 2025-08-19
- 張家港全自動工裝夾具銷售公司 2025-08-19
- 太倉比較好的感應(yīng)式編碼器按需定制 2025-08-19
- 吳中區(qū)常規(guī)感應(yīng)式編碼器推薦廠家 2025-08-18
- 太倉一體化感應(yīng)式編碼器設(shè)備廠家 2025-08-18
- 常熟一體化工裝夾具生產(chǎn)廠家 2025-08-18
- 蘇州便捷式精密模具推薦廠家 2025-08-18
- 貴州光大品牌蝶閥選型軟件 2025-08-19
- 簡陽深海膠管壓力測試系統(tǒng)非標(biāo)定制生產(chǎn)企業(yè) 2025-08-19
- 錫山區(qū)新款螺母新報價 2025-08-19
- 內(nèi)蒙古自動隧道爐廠家 2025-08-19
- 虹口區(qū)常見軟化膜價位 2025-08-19
- 無錫銷售加藥裝置保養(yǎng) 2025-08-19
- 江蘇HYDRO-GRIP液壓刀柄批發(fā) 2025-08-19
- 阜陽滑臺制造 2025-08-19
- 浙江高精度粉末冶金單向軸承供應(yīng)商 2025-08-19
- 湖北賽飛斯QPQ工藝流程 2025-08-19