SSIC+G無壓燒結加石墨密封環哪里有
碳化硅密封環質量檢測至關重要,是確保產品性能和可靠性的關鍵環節。外觀檢測需檢查密封環表面是否有裂紋、砂眼、氣孔等缺陷,采用目視檢查結合放大鏡(5-10 倍)或無損檢測(如滲透檢測、超聲檢測),確保表面質量。尺寸精度檢測使用三坐標測量儀、投影儀等精密儀器,確保其各項尺寸符合設計要求,如內徑、外徑、厚度等,尺寸公差需控制在 ±0.01mm 以內。性能檢測包括硬度測試,通過維氏硬度計測量其硬度是否達標(目標維氏硬度 2800HV 以上);抗壓強度測試,模擬實際工作壓力,使用壓力試驗機進行測試,檢測密封環的抗壓能力(目標抗壓強度 3000MPa 以上);耐腐蝕性測試,將密封環置于特定腐蝕性介質中(如 98% 硫酸、30% 氫氧化鈉等),在一定溫度和壓力下保持規定時間,觀察其耐腐蝕情況,重量損失率需小于 0.1%,只有通過嚴格質量檢測的密封環才能投入使用。碳化硅密封環表面光滑,摩擦系數低,降低設備運行能耗,提升機械運轉效率。SSIC+G無壓燒結加石墨密封環哪里有
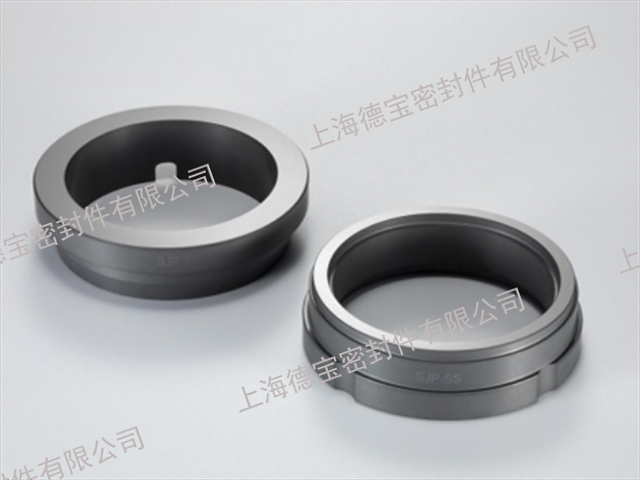
碳化硅密封環組裝工藝豐富,除整體結構外,大量采用熱套鑲裝結構。與碳化硅密封環鑲裝的環座材料以鈦合金(如 TC4)居多,這是因為鈦合金具有良好的強度(抗拉強度約 895MPa)和耐腐蝕性,在海水、酸、堿等介質中均有優異表現,與碳化硅密封環能形成較好的配合,其熱膨脹系數(約 8.6×10??/℃)與碳化硅接近,可減少因溫度變化產生的應力。在組裝過程中,要嚴格控制熱套的溫度和時間,一般將環座加熱至 200-300℃,保溫 30-60 分鐘,然后迅速將碳化硅密封環裝入,冷卻后可形成過盈配合,過盈量控制在 0.02-0.05mm 之間,確保密封環與環座緊密結合,又不損傷密封環。對于一些特殊應用場景,如高壓、高轉速設備,還需對組裝后的密封環進行密封性能測試,通過水壓測試(壓力可達工作壓力的 1.5 倍)或氣密性測試(泄漏量不超過 10cc/min),保證其在實際工作中能有效發揮密封作用。泵用機械密封件碳化硅密封環碳化硅密封環的結構設計優化,增強了其在復雜工況下的適應性和可靠性。
碳化硅密封環重要的功能便是實現高效密封,其能夠緊密貼合設備部件,形成可靠的密封屏障,有效阻止氣體、液體和固體顆粒的泄漏。在各類工業設備的運行過程中,介質的泄漏不僅會造成資源浪費,還可能引發安全事故。以化工管道系統為例,管道中輸送的往往是具有易燃、易爆、有毒等特性的介質,一旦發生泄漏,后果不堪設想。碳化硅密封環憑借其良好的尺寸精度和表面光潔度,與設備部件緊密配合,可有效避免介質泄漏,為工業生產的安全運行保駕護航。同時,在一些對密封要求極高的真空設備中,碳化硅密封環也能維持高真空環境,確保設備正常工作,滿足不同工況下的基礎密封需求。
碳化硅密封環成型工藝多樣,干壓成型適宜形狀簡單、批量較大的制品生產,通過在 100-300MPa 的壓力下,使碳化硅原料在模具中成型,這種工藝生產效率高,單件生產周期可控制在 30 分鐘以內,適用于如標準尺寸的軸封、簡單結構的靜環等產品。等靜壓成型則對單件少量、復雜形狀的制品較為適宜,它采用液體介質傳遞壓力,能使制品在各個方向均勻受壓,從而使等靜壓碳化硅密封環的密度(可達 3.15g/cm3 以上)與性能均較干壓制品更優,其抗彎強度可提升 20%-30%,適用于如異形密封環、帶復雜槽道的動環等產品。不同的成型工藝會影響密封環的內部結構和性能,廠家需根據產品需求和生產規模合理選擇成型方式,例如對于航空航天領域的密封環,多采用等靜壓成型以確保性能;而對于通用工業領域的大批量產品,則采用干壓成型以降低成本,確保產品質量和生產效率的平衡。在制藥設備中,碳化硅密封環以其潔凈、穩定的性能保障藥品生產質量。
在半導體制造、精密儀器、航空航天等對密封精度要求極高的領域,碳化硅密封環能夠滿足高精度密封需求。在半導體芯片制造的光刻設備中,對設備內部的環境要求極其嚴格,需要防止任何微小的氣體泄漏和雜質進入,以保證芯片制造的精度和良品率。碳化硅密封環通過其高精度的加工制造工藝和良好的密封性能,能夠實現微米級甚至納米級的密封精度,滿足光刻設備的密封要求。在航空航天的衛星姿態控制發動機中,碳化硅密封環可確保推進劑的精確輸送和密封,保證衛星姿態調整的準確性和可靠性。在精密測量儀器中,碳化硅密封環可防止外界環境因素對測量結果的干擾,提高測量精度。憑借出色的熱傳導性能,碳化硅密封環可快速散熱,避免因溫度過高影響密封性能。北京陶瓷密封環定制
搭配彈性輔助密封件,碳化硅密封環補償微量位移,提升密封系統整體適應性。SSIC+G無壓燒結加石墨密封環哪里有
碳化硅是硬而脆的陶瓷材料,對其進行磨削與研磨時需格外小心。為防止產品崩邊掉角,要作銳角倒鈍處理,通常將銳角倒成 R0.2-R0.5mm 的圓角。選擇合適的磨料及粒度是關鍵,例如采用高硬度的金剛石磨料,粗磨時選用 80-120# 粒度以提高加工效率,精磨時選用 200-500# 粒度以減少對密封環表面的損傷,使表面粗糙度可控制在 Ra0.1μm 以下。嚴格控制磨削速率,一般線速度不超過 30m/s,避免因磨削過快產生過多熱量導致密封環熱損傷,可通過冷卻液(如油性冷卻液或水溶性冷卻液)進行降溫,使磨削區域溫度保持在 60℃以下。配備必要的工裝條件,如準確的夾具,其定位精度可達 ±0.01mm,確保加工過程中密封環的位置精度,從而達到密封端面嚴苛的表面粗糙度要求,滿足如高壓泵、壓縮機等設備的密封需求。SSIC+G無壓燒結加石墨密封環哪里有
- 河南密封環哪個好 2025-08-19
- 天津泵用密封環批發 2025-08-19
- F15進口無壓密封環批發 2025-08-18
- 上海泵用密封環銷售 2025-08-18
- 耐干磨碳化硅密封環直銷 2025-08-18
- 湖北泵用密封環定制 2025-08-18
- 湖北微孔密封環廠家 2025-08-18
- 浙江船用密封環代加工 2025-08-18
- 山西反應燒結碳化密封環 2025-08-18
- 天津船用密封環哪個好 2025-08-18
- 安徽微型玻璃盤式光學篩選機 2025-08-19
- 吉林工程貨架供貨商 2025-08-19
- 直驅PocketNC技術 2025-08-19
- 貴州光大品牌蝶閥選型軟件 2025-08-19
- 簡陽深海膠管壓力測試系統非標定制生產企業 2025-08-19
- 錫山區新款螺母新報價 2025-08-19
- 內蒙古自動隧道爐廠家 2025-08-19
- 虹口區常見軟化膜價位 2025-08-19
- 無錫銷售加藥裝置保養 2025-08-19
- 江蘇HYDRO-GRIP液壓刀柄批發 2025-08-19